Improved performance of industrial image processing & sensor technology in machine vision applications
Machine vision through imaging, camera-based systems or even non-imaging, sensor-based systems is becoming increasingly important in industrial production environments. Particularly in the context of increasing automation for the purpose of optimizing production and increasing efficiency, which are essential for global competitiveness. Machine Vision applications are driven by an ever-improving ratio of performance and cost. ACKTAR products contribute to this by significantly improving the efficiency and reliability of factory automation systems by improving contrast and increasing signal noise ratios.
Improve contrast and signal-to-noise ratio in machine vision systems
Industrial image processing and industrial sensor technology are used for automatic inspection and analysis, for example for monitoring highly dynamic production processes, process control and robot navigation or for quality and completeness checks. Categorization and classification tasks are also typical application examples.
Industrial image processing
The automatic extraction of information from an image can be used for a simple good/bad part classification or for the analysis of a more complex data set. Object properties such as specific dimensions or shape of a product can be measured in order to perform a classification, as it would be necessary for a product sorting for example. Product identification by barcode or the determination of the position or orientation of an object also provide valuable decision bases for the further production process.
The industrial image processing, which has to take place in rough production environments, sometimes under difficult lighting conditions or even in a dusty, / hazy environment, is highly susceptible to noise in the image results. With low contrast and if the background of the objects to be measured and categorized is too dark, this can affect the visibility and recognition of structures, edges and shapes.
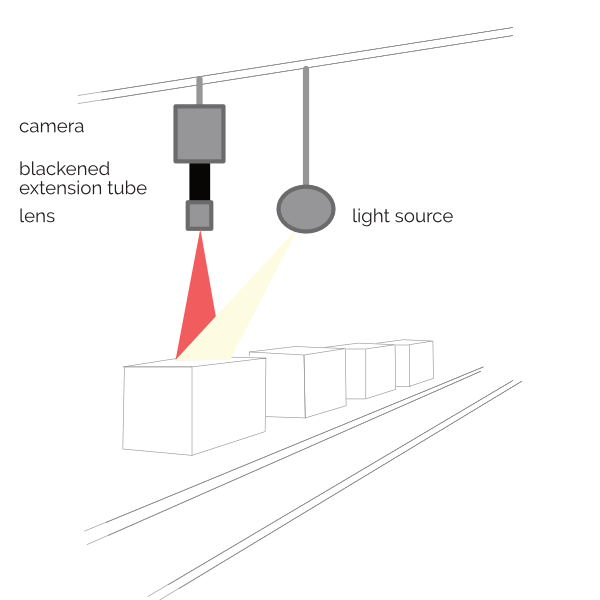
In the production process, light can come not only from the intended light source, but also from unwanted sources. Reflection and scattering can cause unwanted glare or light spots, which can mask or outshine crucial image information and make automatic image analysis more difficult.
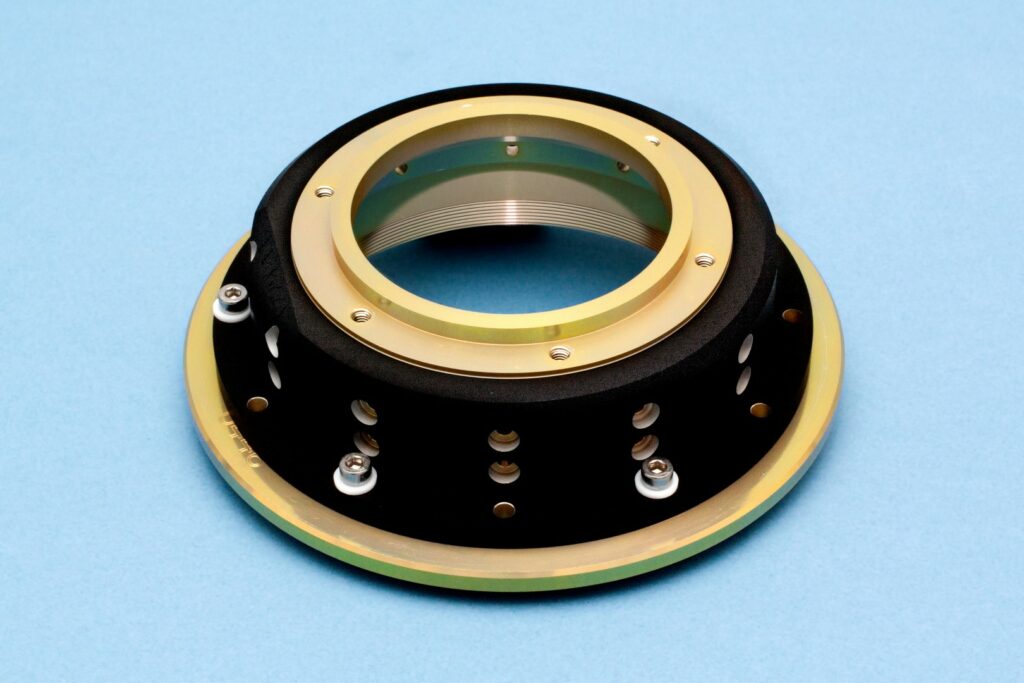
ACKTAR’s deep black products help to improve the contrast and signal-to-noise ratio of industrial image processing systems, for example with the HexaBlack extension tubes or the blackened pinhole and slit apertures.
We would be happy to advise you whether one of our foil products for retrofitting or implementation in a new system, the direct coating, a black coated opto-mechanical component from our webshop or a finished coated part according to your customized drawing from our one-stop-shop is the best solution for your individual project.
Industrial sensors
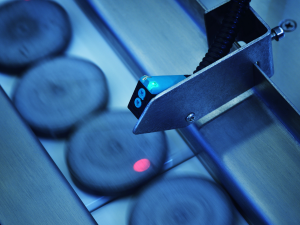
The non-contact acquisition of data by optical sensors, for example by measuring distance by laser time measurement, the detection of objects and obstacles by laser scanner or light grids and light barriers are essential for process control, automatic counting systems, but also for security measures in automated production environments, especially in human machine interaction.
In contrast to tactile sensor technology, which is largely independent of the surface properties of its measuring objects, the optoelectronic signal acquisition of measuring systems of optical sensor technology poses several challenges. Considerable interference potential lies, for example, in a possible transparency of the target objects or in the excessive reflection of shiny, metallic surfaces. Ambient light and scattered light from other light sources can also influence the signal strength.
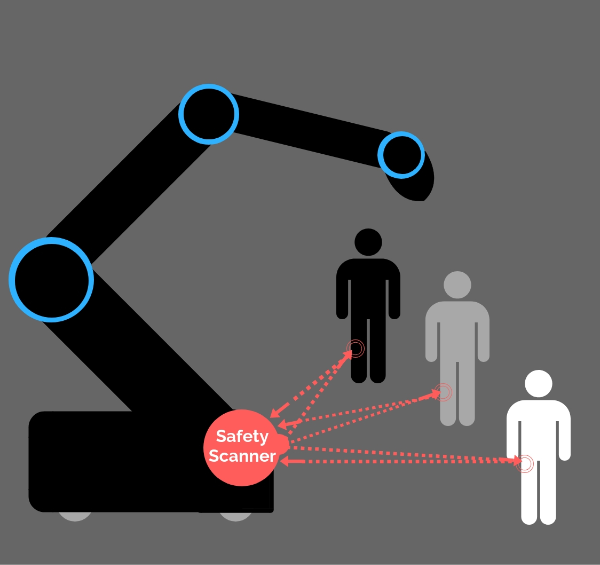
The deep black products from ACKTAR help to get stray light and optical borderline cases under control, for example with ACKTAR SAFEtect test bodies for laser scanner calibration in safety sensors, with prefabricated deep black stamped parts as well as the light-absorbing HexaBlack honeycomb structure and panels for installation in existing machine vision systems.
Comparison before and after of contrast and signal-noise ratio (HexaBlack extension tube)
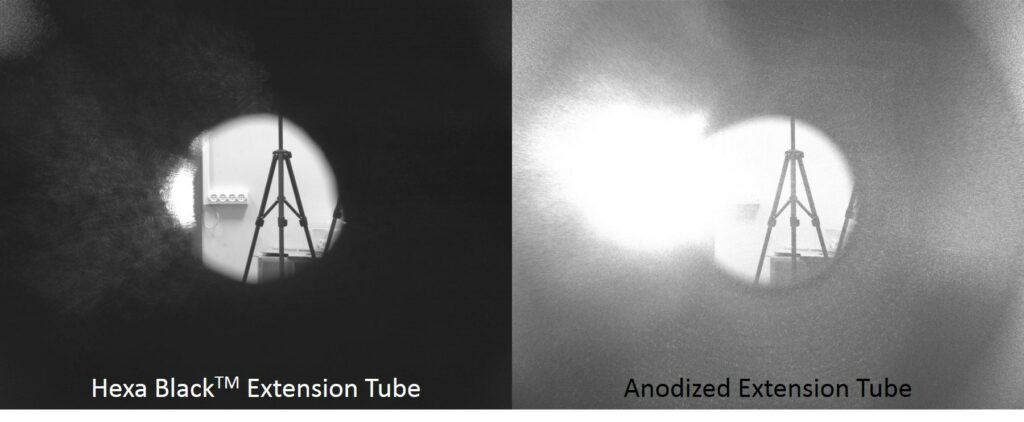
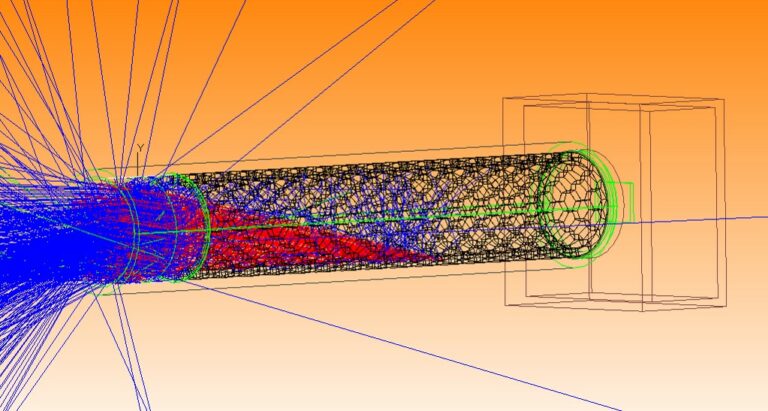
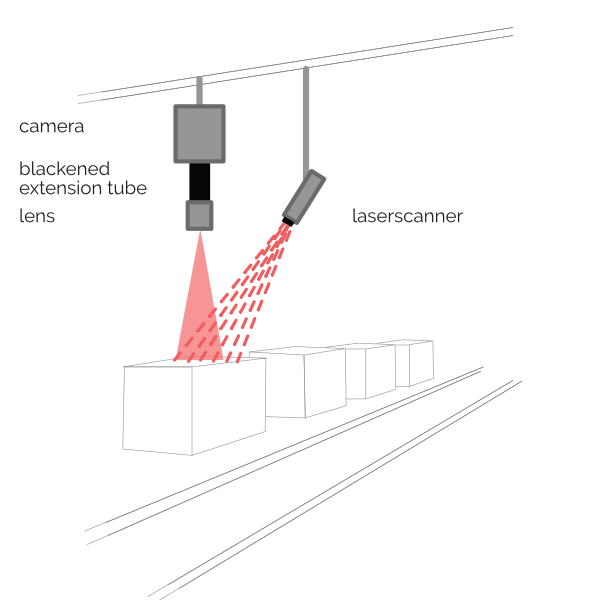
With the HexaBlack extension tubes, which are equipped with the unique deep black ACKTAR material inside and are installed between the lens and the camera, mirror reflections can be avoided at grazing angles. This leads to a higher signal-to-noise ratio (SNR) and less noise in the machine vision system. The simulation of the scattered light in the tube can be seen in the picture on the right:

Technological hybrid forms for machine vision applications
Time-of-Flight systems are 3D laser scanner camera systems that, based on the principle of laser distance measurement, resolve the distance between the camera and the object for each pixel. The advantage is that an entire scene can be recorded at once and does not have to be scanned, as well as a high frame rate that enables real-time capability. Thanks to the third dimension, the height information can also be used for robot navigation. Mobile robots can see their surroundings in real time, avoid obstacles and react to dynamic processes.
TOF systems work with all diffuse reflecting materials.
However, background signals, unplanned interference light and multiply reflected light can also lead to impairment of the detection results. If several cameras are in action simultaneously, they can interfere with each other. One solution would be to have the cameras operate at slightly different modulation frequencies and use ACKTAR’s deep black coating products for absorption and signal management.